
Defying Constraints of 3D Printing Elastomers: our investment in Rapid Liquid Print
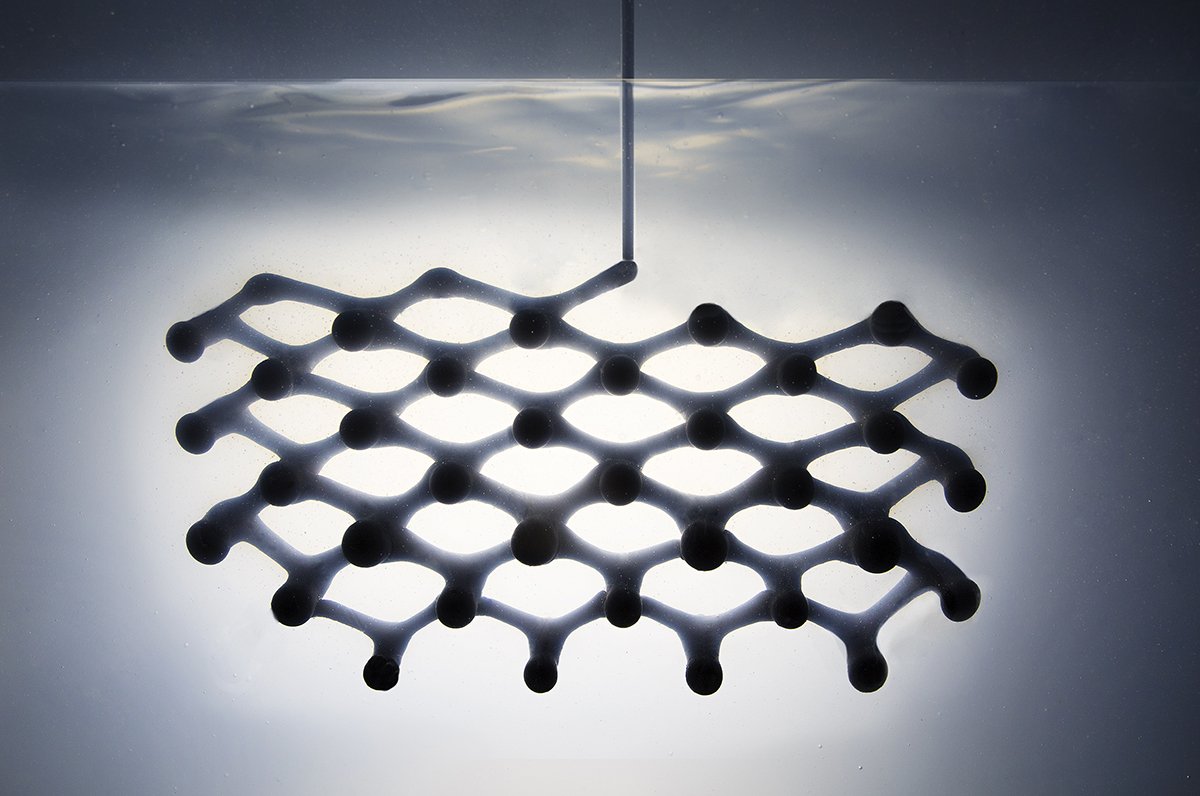
Image: Material is dispensed or “drawn” into a gel bath.
We are thrilled to announce our lead investment in the Seed financing round of Rapid Liquid Print. Rapid Liquid Print (RLP) brings the benefits of 3D printing to elastomers with a revolutionary gel-printing technology that uses industry-standard materials--such as soft rubber, silicone and foams--to produce soft, flexible products without tooling or time-intensive washing. RLP’s process eliminates the geometric constraints of traditional layered 3D printing, setting a new bar for 3D printed elastomers that offer high-quality, low-cost and large-scale products for the medical, apparel, and automotive industries.
For over 30 years, 3D printing has changed the process for making prototypes of initial designs of products, yet the market today lacks solutions that provide speed, scale and quality that can extend to use cases to include the fabrication of commercially-ready products. Compared to injection molding or casting, 3D printing’s limitations currently outweigh its potential due to small-scale production at low speeds:
Speed of 3D printing: The potential speed of 3D printing is significantly reduced due to the numerous processes to prepare the material for printing, which includes heating the printing material to the proper temperature, printing point by point or layer by layer, and adding support structures to hold the elastomeric product. All of these processes before and during the printing process adds additional time and complexity. Once the product is printed, post-processing work, which includes tasks like tooling and washing, is needed to remove the support structures and wash the product.
3D printing cannot produce large products: 3D printers have been unable to produce durable, long parts with elastomers because the product collapses under its own weight. As such, other 3D printing companies need additional printed support structures, such as breakaway or dissolvable support structures, to produce the output. This dramatically increases post-processing time or makes it very difficult to remove the output from inside the printing machine. Even with printed support structures, elastomeric 3D-printed products must be stiff enough to hold their shape during production. This eliminates the possibility of printing very soft parts.
3D printing cannot utilize industrial-grade materials: Because of the constraints detailed imposed from using support structures, 3D printing has to largely use lower-grade materials to produce the finished products, limiting the potential use cases of 3D printed elastomeric products to making prototypes rather than industrial-grade end products.
By contrast, RLP addresses the limitations of 3D printing elastomers by developing a 3D printing solution that prints soft materials by dispensing the printing material within a gel. To describe how RLP’s solution works, RLP uploads a 3D file to the company’s CAM software and loads the printer with the printing material. The printer then dispenses the material within a gel bath and the part is cured in the gel by sitting in the gel with no need to apply heat or UV light. Finally, the part is taken out of the gel and washed with water. Combining the software, gel, and printer, RLP addresses the pain points of both 3D printing in the following ways:
Faster than alternative 3D printing methods: Compared to competitors that make “rubber-like” 3D printed products, RLP can print objects in minutes rather than hours or days.
Print large-scale objects and multiple objects: RLP has the ability to print large objects, such as a hammock structure that was printed in an eight-feet diameter tank. RLP can also print multiple objects in the gel bath without the use of support structures.
Use of industrial-grade printing materials with elastomeric qualities: RLP uses printing materials from established suppliers, allowing for properties expected from an elastomeric product, such as very soft to soft shore values.
Furthermore, RLP removes the long lead times and high initial costs posed by traditional manufacturing of elastomers through molding. Injection molding is a commonly used process to manufacture identical parts that are required to be produced in large volumes by injecting molten material in a closed mold. Once the molten plastic cools and hardens into the shape inside the mold tool, the molded plastic is removed for inspection and delivery. The injection molding process allows for fast production and material and texture flexibility. Despite the advantages of this conventional method of producing elastomers, injection molding contains several key disadvantages, including high initial costs, months of lead time, unbearably high costs for low-volume products, and design restrictions. RLP addresses the disadvantages in the following ways:
No long lead time: For RLP’s process, there is no lead time, allowing a product to be printed in minutes. One simply uploads the product file and sets the printer ready with the material cartridge, allowing the printer to "draw" the product within the gel bath. By contrast, for injection molding, a simple mold often takes 2 to 4 weeks and a complex mold takes 6 to 8 weeks.
Removes limits on design: Objects with interlocking pieces, undercuts and thin, unsupported walls may not mold the way someone would want them to within the conventional method of molding. For RLP, the company can print objects that previously needed interlocking pieces in one run, without the interlocking pieces. This effectively removes the high initial costs of setting up a mold.
We believe that RLP is disrupting the elastomeric 3D-printing space and breaking the limits of innovation within the industry. Our investment will support Rapid Liquid Print as they further develop their 3D printing solutions to expand within existing customers and into new customers with additional applications and materials.

Image: From left to right, Skylar Tibbits, Schendy Kernizan, Bjørn Sparrman, and Jared Laucks.
RLP is led by an extremely seasoned team with backgrounds in managing additive manufacturing projects and developing novel production machines and systems. Schendy Kernizan (founder and CEO) co-directed and managed researchers and students at MIT’s Self-Assembly Lab to deliver projects for the likes of Google, BMW and Steelcase. Bjørn Sparrman (co-founder and CTO) managed the technical operations at the MIT Self-Assembly Lab and, since RLP’s 3D printing technology’s inception, led the charge for its development. The complementary mixture of their experiences underscores our team’s high conviction that RLP will disrupt the 3D printing space for elastomers. We are excited to partner with a team demonstrating deep domain expertise as they defy the limitations of 3D printing!